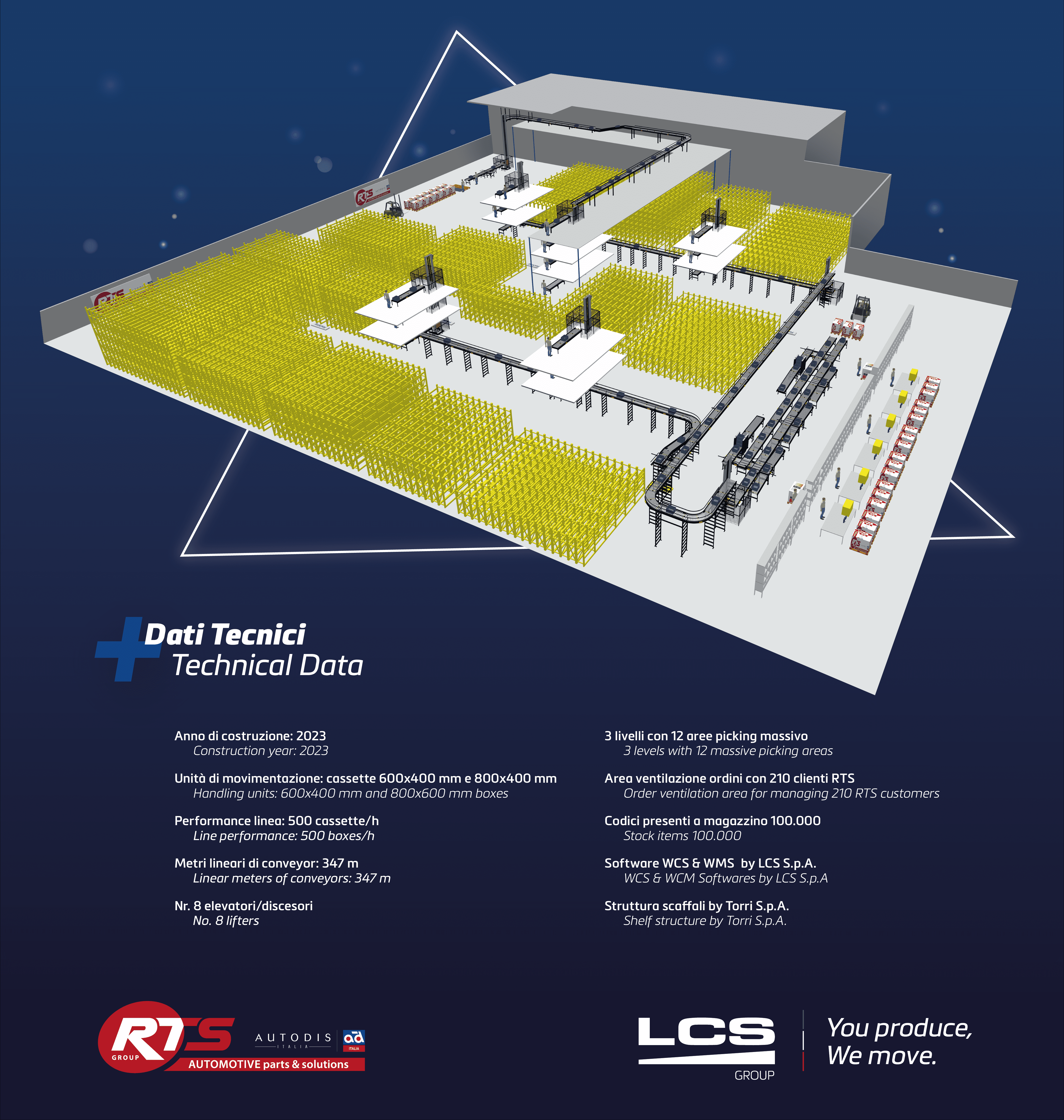
Fase 1 – Linea di movimentazione cassette e area packing
Il nuovo building ha un’altezza complessiva di 9m ed è diviso su più piani: piano terra, primo e secondo piano. Ogni piano è suddiviso in 4 zone di lavoro con 4 operatori, in cui ogni operatore è responsabile del picking massivo all’interno della propria area di competenza.
Il singolo operatore, dopo aver eseguito le fasi di prelievo guidato dal WMS, deposita il prodotto all’interno di una delle due tipologie di cassette preposte, indicate dal WMS, ognuna con il proprio barcode di riconoscimento. Tali cassette sono presenti sulla propria linea di competenza, detta linea “verde”. L’automatizzazione del magazzino ha permesso pertanto di passare dalla modalità manuale di picking per singolo ordine, al picking massivo in base alla lista di prelievo segnalata dal software WMS. La linea “verde” ha un accumulo possibile di 4 cassette indipendentemente dalla tipologia di cassetta utilizzata: 600×400 oppure 800×600. Tale operazione si ripete per tutti e tre i piani all’interno delle quattro zone presenti, per un totale di 12 zone di picking massivo.
Un’esigenza fondamentale del progetto era poi quella di mantenere le vie di fuga libere in tutti i livelli. Per questo motivo le linee di trasporto sono state realizzate a quota 2220mm. Le linee di handling sopraelevate, che si trovano al piano terra, chiamate linee “arancioni”, sono collegate a tutte le linee verdi dei vari piani grazie alla presenza di 4 elevatori. Prima che la cassetta convogli verso la linea arancione tramite gli elevatori, viene effettuato il controllo dell’altezza; questo serve per evitare che quando la cassetta si trova in quota, si blocchi urtando contro il mezzanino posto sopra di essa. Pertanto se l’altezza non è conforme, la linea si blocca e l’operatore deve controllare e ripristinarne il contenuto.
Una volta depositate e controllate le cassette sulle linee “verdi” di competenza, queste convogliano verso le linee “arancioni”. Tali linee, provenienti dalle 4 zone, si uniscono in un’unica linea, a quota 3200mm prima di incontrare un discensore in continua, che porta le cassette a 700/800mm.
Le cassette, quindi, escono con al proprio interno tutti i prodotti misti, prelevati dagli operatori nelle 12 zone. Dopodiché grazie alla lettura del barcode posto su ognuna di esse, le cassette vengono convogliate verso le 6 uscite presenti, in funzione della corretta destinazione. Nelle varie uscite, si trovano diversi operatori che prelevano la cassetta e, guidati dal software, procedono alla ventilazione dell’ordine negli armadi, che presentano un sistema Put to light.
Nei periodi con minori ordini, ad esempio al pomeriggio, possono essere impiegati dai 2 ai 3 operatori, mentre nei periodi con un numero di ordini elevati, ad esempio alla mattina, possono essere presenti anche 5 o 6 pickeristi. Ognuno di essi deputato alla ventilazione degli ordini deve inserire le proprie credenziali nel sistema tramite username e password. Fatto questo passaggio, ad ognuno di essi viene associato un colore univoco che illumina le varie celle dell’armadio per evitare che si venga a creare confusione tra gli operatori durante il periodo di alta produzione.
L’armadio è composto da 210 celle aperte su due lati e ad ognuna di esse corrisponde a uno specifico cliente. All’interno di tali celle si trovano dei vassoi su cui vengono depositati gli articoli per la preparazione dell’ordine. Quando il sistema riconosce la completezza dell’ordine, si accende una luce verde dalla parte opposta dell’armadio in cui si trovano altri operatori, incaricati della preparazione degli ordini stessi. Ad ordine completo, la merce viene posizionata su un pallet destinato alla spedizione.
Una volta svuotata la cassetta, questa viene posizionata manualmente su una linea dedicata. Dopo aver effettuato la lettura del barcode e aver appurato che l’ordine è stato effettivamente completato, la cassetta viene convogliata verso uno dei due impilatori presenti, ognuno per la cassetta di competenza. Impilate 6 cassette, esse convergono verso un’uscita dedicata dalla quale vengono prelevate e depositate su un pallet per tornare ai vari piani per le nuove operazioni di picking, o trasportate verso la linea di refilling cassette chiamata “Linea Azzurra”.
Al piano terra vi sono poi due ulteriori uscite che possono oltrepassare la zona di ventilazione ordine:
- Uscita ordini monoriga: in questa linea possono arrivare tutti i colli o le cassette contenenti articoli destinati a ordini con un solo prodotto.
- Uscita ordini banco: all’interno del magazzino è presente un negozio in cui un cliente può ordinare direttamente gli articoli
Infine, a sud del magazzino, al piano terra, si trovano i materiali ingombranti che, data la loro dimensione, non vengono depositati all’interno delle due tipologie di cassette. Questi articoli oltrepassano la zona ventilazione ordini e vengono indirizzati alle postazioni di packing.










")










